Ik heb sinds héél kort een CNC frees type CNC 3018-Pro
Daarop was ik met een 3.2 mm frees nr 9901 van Dremel
Een circel van 50 mm aan het frezen in 2mm PVC. Dit met steeds een stapje van 0.1 mm op de Z-as en een voeding van 1 mm/sec op X en Y. Toerental spindel weet ik niet omdat deze niet ondersteund wordt in UGS en FreeCad.
Het gaat op zich goed tot de frees er bijna doorheen is. Die laatste 0.2 mm treed er enorme resonantie op tussen frees en materiaal. Zoveel dat de frees gaat 'hakken' en hard 'gieren'. Het PVC is een 125 mm rioolbuisdeksel van Martens. Deze heeft aan de binnenkant twee kruislingse 'ruggen'. Die worden niet door gefreesd om te voorkomen dat het middenstuk dan gaat zwabberen.
Hoe voorkom ik die resonantie?
Hoe voorkom ik die resonantie?
Daar liep ik bij mijn laatste meubelproject ook tegen aan 
Je moet er een plaatje kunststof of hout van bv. 3..5 mm dik onder plakken bv met dubbelzijdige tape. En daar dan uiteraard niet helemaal doorheen frezen.
Dat plaatje houdt de binnencirkel dan op zijn plek terwijl de laatste mm worden gefreesd.
Zet je werkstuk beter vast als er dan nog teveel resonantie is. Gebruik meer klemmen. Je kan ook even kijken of je het toerental van de frees iets kan aanpassen; misschien zit je net op een mechanische eigenfrequentie.
Had je het te frezen stuk wel op de tafel gelegd?
elmowww
PA0EJE - www.eje-electronics.nl - e.jongerius[aapje]eje-electronics.nl - EJE Electronics - Elektronica/firmware ontwikkeling
Ja kunt holding-tabs gebruiken (2, of 3), van een halve mm hoog bijvoorbeeld.
Maar ik denk ook dat je frees beter anders kan: je gebruikt een veelsnijder, ik zou zelf een 1 of 2 snijder gebruiken. Daarnaast mag de feedrate wel omhoog. Normaliter ga je voor een afname van ca 0.1 - 0.2mm per tandje per omwenteling.
Dat zou jou machine qua vermogen/stijfheid niet redden denk ik, maar dat hoeft ook niet. Nu zit je daar wel heel erg ver onder.
Stel dat je ergens een scherpe 1 of 2 snijder vandaan haalt, toerental maximaal (zoek in datasheet eens op hoe/wat dat ongeveer zit), dan de feedrate uitrekenen op 0.02 tot 0.05mm/tand.
bij 9000rpm is dat 150*0.02 = 3.0 tot 150*0.05=7.5mm/sec. De z diepte kan je dan steeds dieper stellen tot je machine het niet meer redt...
Op 8 november 2021 21:33:37 schreef kojazz:
[...]Daar liep ik bij mijn laatste meubelproject ook tegen aan
Je moet er een plaatje kunststof of hout van bv. 3..5 mm dik onder plakken bv met dubbelzijdige tape. En daar dan uiteraard niet helemaal doorheen frezen.
Dat plaatje houdt de binnencirkel dan op zijn plek terwijl de laatste mm worden gefreesd.Zet je werkstuk beter vast als er dan nog teveel resonantie is. Gebruik meer klemmen. Je kan ook even kijken of je het toerental van de frees iets kan aanpassen; misschien zit je net op een mechanische eigenfrequentie.
Had je het te frezen stuk wel op de tafel gelegd?
Ja, dat zat stevig op de tafel geklemd met vier klemmen en rammelde gelukkig niet los. De resonantie zat hoofdzakelijk in de spindelas. Verder geen idee of ik wat met de snelheid van die spindel kan. Uit de verhalen op het net had ik begrepen dat die eigenlijk alleen aan of uit kan bij dit model.
Verder moet ik ook nog het nodige leren met FreeCad en CAM. Afgelopen vrijdagavond wist ik nog helemaal niets. Uiteindelijk wel behoorlijk wat opgestoken over de basis met de video's van FreeCAD Academy. Het CAM gebeuren is lastiger omdat de meeste vids die ik daar over zag alleen uitleggen welke knopjes je moet klikken of getal invullen en niet het hoe of waarom. Anderzijds ben ik wat ouder en merk dat nieuwe dingen leren gewoon meer moeite kost. 
Meelopend en tegenlopend frezen kan misschien ook nog uitmaken. Zie ook: https://www.dormerpramet.nl/kennisbank/meelopend-en-tegenlopend-frezen
Misschien is in dit geval tegenlopend frezen beter om het snijden van de tanden begint aan de buitenomtrek van het gat (in het deel dat ingespannen is).
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Op 8 november 2021 21:37:20 schreef elmowww:
bij 9000rpm is dat 150*0.02 = 3.0 tot 150*0.05=7.5mm/sec. De z diepte kan je dan steeds dieper stellen tot je machine het niet meer redt...
EINDELIJK getallen waar ik wat mee kan. Ik heb het op CNCforum gevraagd, en daar komen ze met "vraag het getal per tandje op aan de fabrikant van je frees". Tja. Goedkope machine met goedkope freesjes voordat ik leer waarom ik duurdere zou moeten kopen. Dus Banggood gaat niet weten wat dat getal is. Of: "het is goed als het goed klinkt". Tja, dat kan je met veel ervaring beoordelen, maar ik (nog) niet.
Als ik google op 3018 cnc rpm dan krijg ik als antwoord 8200. Dat zal onder belasting 7000 zijn, dus er moet iets af van jou berekening, maar in ieder geval hebben we iets om mee te werken.
De 3018 heeft idd geen spindle speed control: Het is een relais wat de motor stuurt.
Op 8 november 2021 21:37:20 schreef elmowww:
Ja kunt holding-tabs gebruiken (2, of 3), van een halve mm hoog bijvoorbeeld.
Die moest ik even opzoeken. Maar dat zijn dus kleine draagbruggetjes die je in je freespatroon opneemt. De frees springt daar dan over. Zal het CAM deel van FreeCad vast wel een tooltje o.i.d. voor hebben. Ga ik even uitzoeken. Dank voor de tip.
Maar ik denk ook dat je frees beter anders kan: je gebruikt een veelsnijder, ik zou zelf een 1 of 2 snijder gebruiken. Daarnaast mag de feedrate wel omhoog. Normaliter ga je voor een afname van ca 0.1 - 0.2mm per tandje per omwenteling.
Dat zou jou machine qua vermogen/stijfheid niet redden denk ik, maar dat hoeft ook niet. Nu zit je daar wel heel erg ver onder.
Dat is 0.1 x 2 tandjes = 0.2 x (9000/60) = 30 mm/sec ?
Stel dat je ergens een scherpe 1 of 2 snijder vandaan haalt, toerental maximaal (zoek in datasheet eens op hoe/wat dat ongeveer zit), dan de feedrate uitrekenen op 0.02 tot 0.05mm/tand.
bij 9000rpm is dat 150*0.02 = 3.0 tot 150*0.05=7.5mm/sec. De z diepte kan je dan steeds dieper stellen tot je machine het niet meer redt...
Ik dacht even waar tovert hij die 150 vandaan maar da's dus rpMinuut gedeeld door 60 seconden om aan mm/seconde te komen. 
Toch?
Op 8 november 2021 22:40:52 schreef Henk H.:
Meelopend en tegenlopend frezen kan misschien ook nog uitmaken. Zie ook: https://www.dormerpramet.nl/kennisbank/meelopend-en-tegenlopend-frezenMisschien is in dit geval tegenlopend frezen beter om het snijden van de tanden begint aan de buitenomtrek van het gat (in het deel dat ingespannen is).
Had ik met de eerste try-out dat de spindel rechtsom liep en de circelcode met de klok mee. Toen ging het verspaande pvc i.d.d. de frees liften. Na enig emmeren heb ik in de CAM wel de spindel linksom kunnen laten draaien. Dat ging veel beter omdat het verspaande pvc nu naar boven werd afgevoerd. (de stofzuiger in )
Ik hoop maar dat dat tegenlopend was.
Op 8 november 2021 22:43:32 schreef rew:
[...]EINDELIJK getallen waar ik wat mee kan. Ik heb het op CNCforum gevraagd, en daar komen ze met "vraag het getal per tandje op aan de fabrikant van je frees". Tja. Goedkope machine met goedkope freesjes voordat ik leer waarom ik duurdere zou moeten kopen. Dus Banggood gaat niet weten wat dat getal is. Of: "het is goed als het goed klinkt". Tja, dat kan je met veel ervaring beoordelen, maar ik (nog) niet.Als ik google op 3018 cnc rpm dan krijg ik als antwoord 8200. Dat zal onder belasting 7000 zijn, dus er moet iets af van jou berekening, maar in ieder geval hebben we iets om mee te werken.
De 3018 heeft idd geen spindle speed control: Het is een relais wat de motor stuurt.
Die berekening ben ik ook blij mee i.d.d.
En dat ik nu weet dat het een relais is dat de motor stuurt.
fatbeard
Honourable Member
Een goed begin is geen excuus voor half werk; goed gereedschap trouwens ook niet. Niets is ooit onmogelijk voor hen die het niet hoeven te doen.
Dat fraisje van dremel heeft een erg kleine spaanafvoer, dus hoe dieper je gaat hoe meer moeite het ding heeft met het afvoeren van de spanen.
Bij kortspanige materialen gaat het beter, maar bij langspanige materialen zoals plastics en aluminium krijg je ermee te maken.
Een grotere feedrate zal met de gebruikte frais om deze redenen eerder meer dan minder problemen opleveren.
De door anderen al voorgestelde 1- of 2-snijder is (veel) beter geschikt voor langspanige materialen, maar met deze lange spindel zijn altijd resonantie-problemen te verwachten.
Het is een leuke machine, maar de geleiding is niet echt stevig natuurlijk. Het trillen komt dan ook voornamelijk door een te lichte construktie van je machine.
Wat je wel kunt doen is een tweesijder gebruiken, die heeft een veel betere spaan afvoer.
Zorg er ook voor dat je frees goed snijd, zeker bij kunstof.
elmowww
PA0EJE - www.eje-electronics.nl - e.jongerius[aapje]eje-electronics.nl - EJE Electronics - Elektronica/firmware ontwikkeling
Wat jullie zeggen klopt. Ik frees zelf op een wat zwaardere machine met tussen de 600 en 1800 mm/min (10..30mm/sec), meestal met ca 1..3mm Z diepte. In kunstof. (diameter 2,5 voornamelijk).
Maar ik heb wel een 2.2kW/24000rpm spindel, en kan daar heel wat meer in kwijt.
Het probleem is dat de hele kleine freesjes (onder de 5mm gok ik zo) niet echt zo reageren als de grote. Dat idee heb ik tenminste.
Als je goede freesjes wilt hebben probeer freesjes.nl of damencnc. Ali heb ik een stapel van die je zo mag komen ophalen.
Ik frees zelf alleen nog met hardmetaal zo klein. Kosten ca 3 tot 7 yep per stuk, en als je geen fouten met maakt boven zee best lang goed.
Op 8 november 2021 23:04:30 schreef fatbeard:
Dat fraisje van dremel heeft een erg kleine spaanafvoer, dus hoe dieper je gaat hoe meer moeite het ding heeft met het afvoeren van de spanen.
Bij kortspanige materialen gaat het beter, maar bij langspanige materialen zoals plastics en aluminium krijg je ermee te maken.
Een grotere feedrate zal met de gebruikte frais om deze redenen eerder meer dan minder problemen opleveren.De door anderen al voorgestelde 1- of 2-snijder is (veel) beter geschikt voor langspanige materialen, maar met deze lange spindel zijn altijd resonantie-problemen te verwachten.
Weer wat geleerd.
Op 8 november 2021 23:22:12 schreef Lambiek:
Het is een leuke machine, maar de geleiding is niet echt stevig natuurlijk. Het trillen komt dan ook voornamelijk door een te lichte construktie van je machine.
Het is dan ook een hobby apparaat. En er zullen ook wel hobby machines zijn met een gietijzer frame, hoewel daar tegenwoordig meest gehard aluminium voor in de plaats is gekomen. Maar die zijn dan ook weer prijziger. Misschien is er nog wat 'versteviging' mogelijk door extra haakse hoekstukjes tussen aluprofiel en plexiglas frame delen te zetten. Dat verbeterde de stabiliteit van m'n Anet-3D printer wel aanmerkelijk. En dit is ongeveer een zelfde constructie.
Wat je wel kunt doen is een tweesijder gebruiken, die heeft een veel betere spaan afvoer.
Zorg er ook voor dat je frees goed snijd, zeker bij kunstof.
Mja, ik zag net ook dat mijn Dremel een platte onderkant heeft bij de snijvlakken, waar die twee en drie snijders daar ook snijvlak hebben.
Die je laat zien op het plaatje gebruik ik zelf ook, nadeel is dat het een 6mm opspanning is. Maakt voor mij niet uit, maar kun jij die ook opspannen?
Bij UGS kan je onderaan ongeveer in het midden van je scherm G-code intypen.
Om nu te proberen of je toestel reageert op verschillende toerentallen kan je daar een paar regeltjes code proberen.(telkens Enter drukken op het einde van je comando)
M3 start motor CW
M5 stop motor
Sxxx toerental
Dus bijvoorbeeld
M3 S50 enter, motor start rechtsom laag rpm.
S100 enter, motor verhoogt rpm.
S1000 enter, motor rpm verhoogt nog.
M5 enter , motor stopt.
Als je dan M4 S100 enter intypt zou de motor CCW moeten draaien.
Je hebt ook veel kans dat je spindle dat niet aankan en standaard verkeerd om draait ,dus enkel CCW ipv CW.
Die testjes op zich veranderen niet veel aan je probleem met spaan afvoer.
Wat misschien een beetje helpt,is de frees motor onder een lichte hoek te monteren ipv loodrecht.Je cirkel zal niet meer echt symmetrisch zijn maar voor die toepassing zal je er niet veel van merken.
Op 9 november 2021 09:38:34 schreef Lambiek:
Die je laat zien op het plaatje gebruik ik zelf ook, nadeel is dat een 6mm opspanning hebben. Maakt voor mij niet uit, maar kun jij die ook opspannen?
Ik denk dat 3,2 mm opspannen wel de max is voor deze kleine freesbank. Dat plaatje was enkel om het verschil met de Dremel te laten zien. Ik vermoed dat die Dremel ook meer bedoeld is voor 'alleen-langs-zijdes-frezen' en niet voor boren en frezen.
Op 9 november 2021 09:53:21 schreef Gij Kieken:
Bij UGS kan je onderaan ongeveer in het midden van je scherm G-code intypen.
Om nu te proberen of je toestel reageert op verschillende toerentallen kan je daar een paar regeltjes code proberen.(telkens Enter drukken op het einde van je comando)
M3 start motor CW
M5 stop motor
Sxxx toerentalDus bijvoorbeeld
M3 S50 enter, motor start rechtsom laag rpm.
S100 enter, motor verhoogt rpm.
S1000 enter, motor rpm verhoogt nog.
M5 enter , motor stopt.
Als je dan M4 S100 enter intypt zou de motor CCW moeten draaien.
Je hebt ook veel kans dat je spindle dat niet aankan en standaard verkeerd om draait ,dus enkel CCW ipv CW.
Die testjes op zich veranderen niet veel aan je probleem met spaan afvoer.
Wat misschien een beetje helpt,is de frees motor onder een lichte hoek te monteren ipv loodrecht.Je cirkel zal niet meer echt symmetrisch zijn maar voor die toepassing zal je er niet veel van merken.
Had ik nog niet gezien, ga ik mee stoeien. Dank.
Waarom zou je je motor CCW willen laten draaien. Alle frezen zijn zo gemaakt dat ze alleen snijden als je rechtsom draait.
Als je het materiaal verticaal in wilt gaan moet je freesje ook centrumsnijdend zijn.
Het eerste freesje wat je liet zien is volkomen onbruikbaar voor dit doel.
Zoals Elmowww ook zegt, ik gebruik een éénsnijder voor werken met kunsstof, zoals deze (van Freesjes.nl, helaas niet op voorraad op dit moment):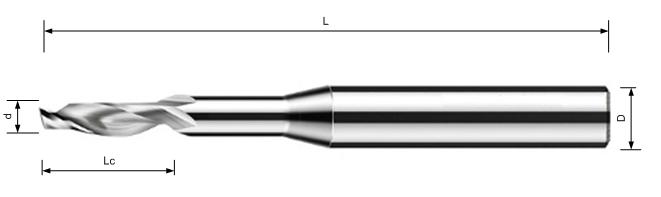 .
.
Je moet voldoende horizontale snelheid gebruiken, zodat het kunsstof geen kans krijgt om eerst te smelten voordat het wordt verspaand. Daarvoor heb ik ook luchtkoeling toegevoegd, ik snap dat dat misschien één stap te ver is. Ik gebruik voor verplaatsing in het vlak 1000 mm/min. Verticaal 50mm/min.
Op 9 november 2021 11:30:53 schreef floppy:
Waarom zou je je motor CCW willen laten draaien. Alle frezen zijn zo gemaakt dat ze alleen snijden als je rechtsom draait.
Als je het materiaal verticaal in wilt gaan moet je freesje ook centrumsnijdend zijn.
Het eerste freesje wat je liet zien is volkomen onbruikbaar voor dit doel.
Ben er ook net pas achter dat m'n Dremel 'platvoeter' daar niet zo geschikt voor is.
Vanaf welke kant bekijk je eigenlijk de draairichting van de spindel? Als ik van bovenaf kijk kom ik op CW dus 'linksom' uit. Rechtsom is dan CCW en dat werkt zeker voor geen meter. Die ervaring had ik al.
Draairichting is door je frees heen kijken naar je werkstuk. Dus vanaf boven naar de spindel. Linksom/rechstom is mij niet helemaal duidelijk, CW is gewoon met de klok mee
buckfast_beekeeper
Van Lambiek wordt goede geuze gemaakt.
Hoe kom je er bij dat CW of Clock Wise linksom is? Wijzer begint op 12, draait dan rechts naar 1, 2, 3, ... Onze normale schroeven zijn ook rechtsdraaiend. Linksdraaiend vind je bijvoorbeeld bij gasaansluitingen?
fatbeard
Honourable Member
Een goed begin is geen excuus voor half werk; goed gereedschap trouwens ook niet. Niets is ooit onmogelijk voor hen die het niet hoeven te doen.
Bij fiets trappers zeker, gasaansluitingen met linkse draad heb ik nog nooit gezien. Of het moet op de grote gasflessen worden gebruikt...
Linksdraaiende fraisen bestaan, net zoals linksdraaiende boren. Niet makkelijk te vinden, maar kunnen in bepaalde situaties uitkomst bieden (ze drukken het materiaal naar beneden ipv het op te tillen).
Stelt wel grotere eisen aan de voorbereidingen en is vaak alleen geschikt voor langsfraisen.
Op 9 november 2021 13:04:28 schreef fatbeard:
net zoals linksdraaiende boren. Niet makkelijk te vinden, maar kunnen in bepaalde situaties uitkomst bieden (ze drukken het materiaal naar beneden ipv het op te tillen).
Stelt wel grotere eisen aan de voorbereidingen en is vaak alleen geschikt voor langsfraisen.
Ideaal voor het uitboren van afgebroken bouten, met een beetje geluk draai je gelijk het restant eruit.