marcob
People tend to overestimate what can be done in one year and to underestimate what can be done in five or ten years
Op 19 juli 2013 00:13:24 schreef wannes dn:
Het leek me wel leuk om in een oude lampenradio die ik laatst op de kop tikte een raspberry en een geluidskaart te monteren.......de bediening heb ik vanbinnen een rotary encoder aan de afstemkoord gekoppeld.
@ wannes_dn:
Welk ontwerp heb je gebruikt, op internet staan er veel. Ik kan de uitvoering met rotary encoder niet zo snel vinden.
Tidak Ada
Rommelige werkplek? In de natuur is wanorde de meest stabiele toestand; de entropie is dan maximaal. Het handhaven van "orde" kost daarom altijd energie.
Mooi stukje werk florick!
Je zou de bediening hydraulisch of met perslucht kunnen maken. dan kan je de druk op het werkstuk instellen. Verder iets waarmee je zorgt dat je pas lasstroom geeft als de correcte druk is bereikt.
Heb je ineteresse in een pdf over punt(weerstand)las theorie (3MB)?
P.S.
Je mag je foto's tot maximaal 600×800 in het archief uploaden. Maak dan een thumbnail van 400×300 (door het keuze rondje aldaar aan te klikken), die aangeklikt kan worden. Allemaal heel simpel.
[Bericht gewijzigd door Tidak Ada op (26%)]
florick
expert in percussive maintenance
Jup, ik zie de PDF ook graag tegemoet.
Overigens kan ik met deze opstelling prima tot 1.5mm RVS lassen. Moet alleen nog op zoek naar een 100 watt draadgewonden weerstand om de primaire te regelen. Fase aansnijding kan ook maar dat wordt gelijk zo gecompliceerd.
mvg.
Florick
Tidak Ada
Rommelige werkplek? In de natuur is wanorde de meest stabiele toestand; de entropie is dan maximaal. Het handhaven van "orde" kost daarom altijd energie.
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Ik ben weer een stapje verder... 

Ik heb een scriptje wat de commandos uit de BRD file haalt. Die moet ik opgeven welke componenten hij doet. L en R7 was ik vergeten.
Bij C4 en C5 was ik te langzaam met het verwijderen van het cellofaan van de tape met onderdelen.
Het lijkt er op dat de theoretische, en vanochtend precies als zodanig gecalibreerde waarde van "80 stapjes per mm" niet precies klopt. Dat komt waarschijnlijk omdat m'n tandriemen strakker staan dan de fabrikant verwacht. Daardoor is waarschijnlijk de tandriem dus 1% uitgerekt en verplaatst ie dus 2.02mm per tandje en niet 2.00mm per tandje. Anyway, de software kan ondertussen (sinds deze foto) ook een ander aantal "stapjes per mm" verwerken, dus dat gaat goedkomen. (je ziet dus rechts de boel te ver naar rechts liggen).
Hmmm. Plan: Ik ga een test-layout ontwerpen in eagle waarbij het dus de bedoeling is om als ik hem heb uitgeprint de componenten precies in de vakjes belanden.... Dan kan ik de boel met 2 of 4 componenten calibreren.
pros
Prosper, yop la boum, c'est le roi du macadam (aldus Maurice Chevalier)
Let op met dat uitprinten, als je een laserjet gebruikt. De kans bestaat, dat het papier iets uitzet, waardoor de afstanden niet 100% juist zijn.
Op 28 juli 2013 18:27:26 schreef rew:
Dat komt waarschijnlijk omdat m'n tandriemen strakker staan dan de fabrikant verwacht. Daardoor is waarschijnlijk de tandriem dus 1% uitgerekt en verplaatst ie dus 2.02mm per tandje en niet 2.00mm per tandje.
de spanning op de tandriem maakt niet uit, ook het uitrekken ervan niet. aangezien je xx tanden / omw verplaatst zou ik het zoeken in de aansturing van je aangedreven tandwiel.
succes a
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Daar ben ik het niet mee eens. Mijn tandwiel heeft 20 tanden van 2 mm. Als de as een hele omwenteling maakt, gaat de tandriem precies 20 tanden verder. Als de lengte van de tandriem opgerekt is tot 40.4mm, dan is dat dus 40.4mm en niet 40.0 mm. Het zou wat anders zijn als het een V-riem was of zo. Zonder tanden. Dan rekt het stuk op het tandwiel OOK uit en maakt het niet uit.
Ik heb zoals op de ultimaker een tandwiel op de as van de stepper zitten, een korte tandriem naar de aangedreven as, en dan twee tandwielen, tandriemen naar de niet-aangedreven as.
@pros, OK. Ik zal het nameten wat er uitkomt.
Tommyboy
Zo goed als het vroeger was, is het nooit geweest.
Op 28 juli 2013 18:54:25 schreef pros:
Let op met dat uitprinten, als je een laserjet gebruikt. De kans bestaat, dat het papier iets uitzet, waardoor de afstanden niet 100% juist zijn.
Het uitzetten zal pas in de fuser gebeuren, en dan zit de toner al lang en breed op het papier. Ik verwacht dat het grootste probleem bij de maatvastheid in de draaiende spiegel zal zitten, en dus niks te maken heeft met krimpen of uitzetten.
Tidak Ada
Rommelige werkplek? In de natuur is wanorde de meest stabiele toestand; de entropie is dan maximaal. Het handhaven van "orde" kost daarom altijd energie.
Ìk merk in ieder geval dat bij mijn goedkope laserprinter een vierkant geen vierkant is, maar een parallelogram. Hoewel het ook ann m'n scnner kan liggen. In iedrer geval moet ik een gescande pagina steeds in PS corrigeren, omdat anders òf de verticale lijn óf de horizontale lijn scheef staat. Daar had ik bij mijn oude trouwe LaserJet 3p geen last van  .
.
Gadget_inc
Je hebt tijd of je hebt geen tijd ! als je geen tijd hebt, waar is die dan gebleven ? https://ledverlichtingsoest.com/
Op 28 juli 2013 19:44:05 schreef rew:
Het zou wat anders zijn als het een V-riem was of zo. Zonder tanden. Dan rekt het stuk op het tandwiel OOK uit en maakt het niet uit.
Hmmm ??? 
Maar of de lengte van de riem/snaar nu langer/korter word, maakt toch niet uit, de assen draaien toch gelijk.
Of begrijp ik je verhaal verkeerd ?
EDIT: laat maar.....ik ging er voor het gemak vanuit dat alle tandwielen/pullies (pully ?) even groot zouden zijn...dom dom dom
[Bericht gewijzigd door Gadget_inc op (14%)]
pros
Prosper, yop la boum, c'est le roi du macadam (aldus Maurice Chevalier)
Het uitzetten zal pas in de fuser gebeuren, en dan zit de toner al lang en breed op het papier.
Dat bedoel ik, ja. Eerst komt de toner er op, en is alles nog OK. Pas dan gaat de fuser het papier opwarmen, en is het niet meer zoals het hoort.
Er bestaat ook vormvast afdrukmateriaal, polyesterpapier en zo, maar dat is allesbehalve goedkoop.
Tidak Ada
Rommelige werkplek? In de natuur is wanorde de meest stabiele toestand; de entropie is dan maximaal. Het handhaven van "orde" kost daarom altijd energie.
Op 28 juli 2013 20:26:17 schreef pros:
[...]
Er bestaat ook vormvast afdrukmateriaal, polyesterpapier en zo, maar dat is allesbehalve goedkoop.
Bedoel je daar Tyvek® mee? dat is gemaakt van non-woven high-density polyethylene fibers. Watervast, ook na bedrukking met een inktjet printer!
Damic
Ben Belg sowat :D :: plaatjes zijn meestal klikbaar
Kun je niets doen met de soldeer mask, dan weet je toch ook waar het moet. Een encoder op de assen is soms ook handig 
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Guys, Ik moet de boel gewoon even kalibreren. Er zijn gewoon tussen de 79.0 en de 79.5 microsteps per mm. Het was 30 jaar geleden waarschijnlijk makkelijker geweest om een rond getal als "80" te hebben. Maar tegenwoordig kan ik gewoon een floating point vermenigvuldiging doen. Mijn microcontroller heeft gewoon een FPU. No problem. Tot nu toe stuur ik de boel gewoon in de integer steps aan. De Linux PC rekent het exacte aantal uit en stuurt gewoon een XY coordinaat waar de boel heenmoet. Maar hij zou gewoon de 38.25 mm kunnen doorsturen waar de component heenmoet. Dan rekent mijn microcontroller echt in een wip uit hoeveel steps het zijn, of het nu 79.432 of 80 steps per mm zijn.
Een encoder op de as heb ik niks aan. Het zijn stepper motoren. Ik weet op 1/3200e van een omwenteling waar m'n motor staat. Nu is het microsteppen niet zo ontzetten nauwkeurig. Dus ik zal er vast ongeveer 1/3200e van een omwenteling naast kunnen zitten. Dat betekent dat m'n weerstandje mogelijk 12 micron naast z'n plek terecht kan komen. Er zijn een hoop andere onnauwkeurigheden die belangrijker zijn.
Er is al diverse keren voorgesteld dat ik een camera moest monteren. Dan kan je zien waar je weerstandje in z'n tape ligt. Heb ik nog niet gedaan. Wat blijkt, het is behoorlijk reproduceerbaar dat ze op de zelfde plek liggen als hun voorganger. Ik had op een bepaald moment vergeten de oude componenten weg te halen alvorens dat ik nog een run deed. De tweede kwam echt 100% boven op de vorige. Zo op het oog VEEL minder dan 0.2mm er naast. Dat is dan toch goed genoeg?
Dus.... Ik ga door met eerst de eenvoudige aanpak doorzetten. Kijken wat ik werkend kan krijgen. Als ik dan later problemen krijg met onderdelen die niet nauwkeurig genoeg zijn, ga ik kijken wat ik er aan kan doen. Goedkoop oplossen betekent: Corrigeren in software. Maar zo nodig ga ik ook aan de hardware oplossingen.
Zo zijn er diverse dingen die voor onnauwkeurigheden kunnen zorgen.
* De sliders op de assen: Daar gebruikt ultimaker preciesie gedraaide messing bussen voor. Ik heb "glijlagers" gekocht bij de ijzerhandel. Die zijn ruimschoots 8.1 a 8.2 mm zo niet nog meer. Behoorlijk wat speling. Weet jij vantevoren of het uitmaakt voor het resultaat? Ik niet. Gewoon proberen. Als het een probleem wordt, doe ik er wat aan.
* Ik gebruik een lineair lager voor de op-neer beweging. De alu "pijp" die ik daardoor laat lopen is zodanig veel minder dan de 6mm nominaal, dat hij makkelijk kan draaien. Een zilverstalen as wil namelijk niet draaien. Ik heb het maar zo gelaten: Nu is de constructie eenvoudiger: gewoon dat lineaire lager, waar hij gewoon in kan draaien. Maar die extra speling zal natuurlijk een extra onnauwkeurigheid met zich meebrengen. We zien wel.
* Als ik m'n naald niet in het midden van de as heb gemonteerd verplaatst m'n "tool" zich als ie draait. Sterker nog, de wanddikte van de alu-buis is niet constant (de buitenkant is een vrij perfecte cirkel. De binnenkant is een cirkel. Alleen helaas niet concentrisch.....). Dus als ik hem in het midden van het gat monteer zit ie niet in het midden van de omtrek van de buis. Ik heb er een gooi naar gedaan. Zonodig ga ik rekenen met andere / extra offsets voor als de boel geroteerd moet worden. Voor zover ik nu kan zien, zit ie uitzonderlijk in het midden. Hij lijkt beter in het midden te zitten dan het gat in de buis. Voorlopig dus geen probleem.
@Gadget_inc: Als ik je vertel dat al m'n tandwielen precies 20 tanden hebben, snap je het dan nog steeds?
Timmestein
Website -- Slopen is ook een kunst...
Op 28 juli 2013 19:44:05 schreef rew:
Daar ben ik het niet mee eens. Mijn tandwiel heeft 20 tanden van 2 mm. Als de as een hele omwenteling maakt, gaat de tandriem precies 20 tanden verder. Als de lengte van de tandriem opgerekt is tot 40.4mm, dan is dat dus 40.4mm en niet 40.0 mm. Het zou wat anders zijn als het een V-riem was of zo. Zonder tanden. Dan rekt het stuk op het tandwiel OOK uit en maakt het niet uit.
En toch klopt het niet. Je riem kan toch niet zomaar 1 procent sneller lopen dan je wiel. En bij een tandwiel al helemaal niet. Stel je dit eens voor bij een fietsketting met tandwielen...
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Hij slipt 20 micron bij iedere tand.
Instinkertje: Het tandwiel heeft 20 tanden van 2mm. De diameter is dan toch 40/pi ?
Fout! De diameter is iets minder dan 40/pi. De tanden komen dichter bij mekaar als ze rond het wiel gevouwen worden.
[update]
Zo. Nu het transport wat veranderd: De "afgewerkte" tape loopt nu niet meer tegen de te bestukken print aan. Nu kunnen we rustig een honderd weerstandjes testen.... Filmpje! http://gaia.bitwizard.nl/bestukker_testndrop.mts Voor de "zuinig met bandbreedte" mensen: Hij is met een betere camera gemaakt. Hij is 40Mb! (De camera, met bril, kan nu prima als "loupe" dienst doen. Ik kan op het display prima zien hoe de "oppaktool" t.o.v. de weerstand zit....)
[Bericht gewijzigd door rew op (49%)]
Roland van Leusden
It's the rule that you live by and die for It's the one thing you can't deny Even though you don't know what the price is. It is justified.
Nixie Clock in progress, gebaseerd op Arduino, DS1307 en SHT-11.
Geeft tijd, datum, temperatuur en vochtigheid aan, de laatste 2 werken nog niet.
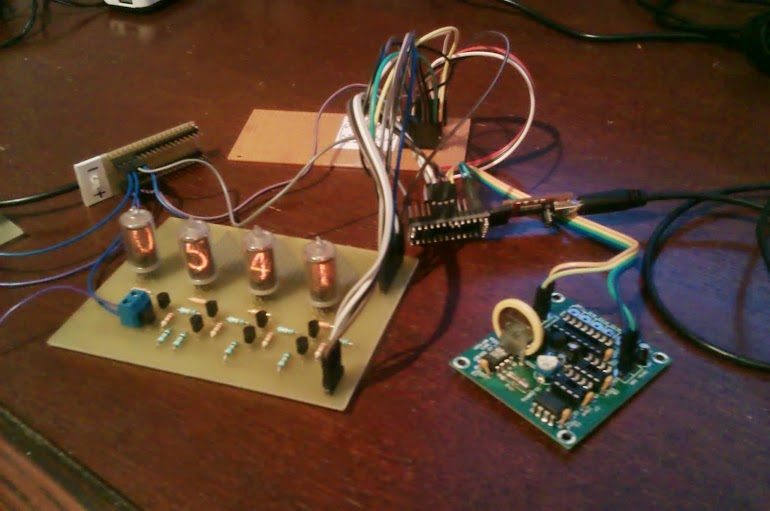
Nixie's en het print materiaal komen uit de loodsen in Deurne.
haasje93
Golden Member
If a cluttered desk is a sign of a cluttered mind of what than is an empty desk a sign?
Roland van Leusden
It's the rule that you live by and die for It's the one thing you can't deny Even though you don't know what the price is. It is justified.
TheBasher
Don't build anything you can't take apart
@Roland hoeveel stroom kan je "high voltage" power supply leveren en multiplex je je nixies of heb je ze allemaal tegelijk aan?
Heb ook nog 5 Nixies liggen en 74hct drivers op een sloop print.
[Bericht gewijzigd door TheBasher op (22%)]
Tidak Ada
Rommelige werkplek? In de natuur is wanorde de meest stabiele toestand; de entropie is dan maximaal. Het handhaven van "orde" kost daarom altijd energie.
Buisjes zijn echte Rodans, als ik me geod herinner
Niet dus, dat is de set, die ik zelf heb, inclusief echte 74141 drivers. 
@TheBasher:
Kijk hier eens: [ http://www.tayloredge.com/storefront/SmartNixie/PSU/index.html ]. Daar bouw je zelf niet tegen op. Binnenkort komt er ook nog een voltage tripler in het programma om er achter te schakelen om dekatrons te voeden.
TheBasher
Don't build anything you can't take apart
Inderdaad voor die 11 euro kun je er geen bult aan vallen denk ik zo.
74141 drivers heb ik ook nog liggen 6 stuks moet ze alleen even desolderen.
Alleen zo jammer dat ik 6 Nixies had tot ik uitschoot met mijn multimeter op de print. Hoop nog steeds dat de driver kapot is ipv het buisje. (Sloot de voorschakelweerstand per ongeluk kort).
Roland van Leusden
It's the rule that you live by and die for It's the one thing you can't deny Even though you don't know what the price is. It is justified.
hoeveel stroom kan je "high voltage" power supply leveren en multiplex je je nixies of heb je ze allemaal tegelijk aan?
Ik gebruik de bekende NE555 schakeling die ik geoptimaliseerd heb op het spoeltje, belasting met een 5W koelkast lampje is geen probleem.
Nixies zijn gemultiplexed.
Daar bouw je zelf niet tegen op.
Mwaah, meeste onderdelen muv de NE555 komen uit een oude AT voeding.
Als je alles moet kopen, dan niet idd.