oxurane
Van elk bezoek aan CO leer ik weer meer...
Op 5 maart 2021 11:25:53 schreef vincent1971:
De besturing van mijn cnc machine heb ik op die manier geregeld. Je gaat dan uit van bestaande bewezen technieken.
Ik zou voor een CNC-machine helemaal niet gaan voor een samengestelde zelfbouw. Je moet dan eerst kijken wat je allemaal nodig hebt en wat er allemaal beschikbaar is. Vaak kom je dan al terecht op sites als AliExpress, met soms onbetrouwbare leveranciers of onderdelen die boven hun specs worden aangeboden. Heb je bijvoorbeeld een te lichte motor besteld, beweegt je machine weer niet lekker. En dan vergeet ik nog te melden dat je met die onzekere levertijden zit. Hier op CO zijn diverse ervaringen gedeeld over de levertijden vanuit China enzo. Voordat je uiteindelijk alle onderdelen in huis hebt, ben je al weer weken verder. Heb je iets verkeerds besteld, begint de hele riedel weer opnieuw. Nee, het is veel beter om dan al meteen een kant-en-klare oplossing te kopen. Zo zijn er mooie CNC-machientjes die je a la IKEA kunt bouwen. Alles is op elkaar afgestemd en je krijgt het als een compleet pakket geleverd.
Ik zou dan gaan voor een machine als een :
- Mcwdoit CNC 3018 Pro Router, of
- SainSmart Genmitsu CNC Router Machine 3018, of
- CNC Carve King MillRight
Informatie over de bovenstaande 3 machines kwam ik tegen op de site van the edgecutter. En er zijn tot mijn verrassing nog best wel veel CNC-machines die interessant zijn. Je kunt dit soort machines beter kant-en-klaar kopen. Dan zit je niet met allerlei geregel achteraf.
Op 5 maart 2021 11:58:06 schreef bprosman:
Deze controllers zijn vrij gevoelig voor de volgorde van aanbieden van de voedingsspanning, alsook de wazige schakeling die de stroom zou moeten begrenzen, met de LS123, en de opto's.
Ik gebruik de TB6600 al jaren zonder problemen. In het verleden heb ik een driver-board ontwikkeld voor de KT40 lasercutter, die ik nu ook nog steeds gebruik. Ik ben nog nooit tegen problemen aangelopen met de TB6600. Sterker nog, de "stepstick TB6600" die ik voor deze 3D-printer heb ontworpen, kan ik zo vanuit de socket trekken en in een andere socket terugduwen, terwijl er spanning staat op de controllerboard. En het blijft probleemloos werken (alleen getest als er geen stuursignalen worden verzonden). Het is ook de reden waarom ik zo graag met de TB6600 werk.
Wat ik met bovenstaande wil aangeven is dat CO'ers hier elk op hun eigen wijze plezier beleven aan het repareren of bouwen van een apparaat. De een voelt er meer voor om losse onderdelen te bestellen en samen te stellen / knopen tot een geheel. De ander gaat een stapje dieper en ontwikkelt iets van de bottom-up. Ieder beleefd zo zijn plezier aan deze hobby.
Terugkerend,.. ik zoek naar ervaringen / adviezen / tips over wat de reden kan zijn van het probleem waar ik tegen aan loop. Ik heb steeds meer het idee dat er in Marlin een bepaalde instelling verantwoordelijk is voor het gemelde probleem. Op de achtergrond ben ik nog steeds druk bezig om het zelf op te sporen. En ik zou het enorm kunnen waarderen, indien iemand me zo 1,2,3 kan aanwijzen wat het probleem veroorzaakt en waar ik het moet zoeken.
-=[ EDIT ]=-
Uit voorzorg heb ik nu 2 bestanden toegevoegd, waarin diverse instellingen staan voor Marlin, die ik gebruik. Daar waar ik waarden heb veranderd, is commentaar bij geplaatst.
Op 5 maart 2021 16:13:21 schreef oxurane:
En ik zou het enorm kunnen waarderen, indien iemand me zo 1,2,3 kan aanwijzen wat het probleem veroorzaakt en waar ik het moet zoeken.
Je zegt dat de Z-as wel één kant goed op loopt, maar naar de andere kant niet. Heb je het DIR signaal al gecontroleerd met de scoop?
oxurane
Van elk bezoek aan CO leer ik weer meer...
Op 5 maart 2021 17:34:26 schreef Lambiek:
[...]
Je zegt dat de Z-as wel één kant goed op loopt, maar naar de andere kant niet. Heb je het DIR signaal al gecontroleerd met de scoop?
Jazeker, dat is wat ik met de multimeter ook heb gecontroleerd. Bij verder meten kwam ik er achter dat het bij het genereren van de step-pulsen juist fout gaat, maar alleen voor bewegingen over de Z-as.
Situatie A)
- Van de home-position af : pulsen zichtbaar en motor draait (rechtsom)
- Terug richting home-position : geen pulsen en motor draait niet
Vervolgens dus de draairichting van de motor veranderd in de broncode.
Situatie B)
Exact hetzelfde gedrag zichtbaar. Ik zie dat de DIR-signaal precies omgekeerd is van situatie A) en de resultaten zijn het volgende.
- Van de home-position af : pulsen zichtbaar en motor draait (linksom)
- Terug richting home-position : geen pulsen en motor draait niet.
Dus, alleen een beweging richting de home-position gaat fout. Van de home-position af, werkt wel. Het gekke is dat in het scherm keurig netjes de positie wordt bijgehouden. Het is alleen dat de motor niet draait, richting de home-position.
Op 5 maart 2021 18:02:31 schreef oxurane:
Situatie A)
- Van de home-position af : pulsen zichtbaar en motor draait (rechtsom)
- Terug richting home-position : geen pulsen en motor draait niet........
Dan zou je toch haast zeggen dat er in de software iets fout gaat.
oxurane
Van elk bezoek aan CO leer ik weer meer...
Op 5 maart 2021 18:16:23 schreef Lambiek:
[...]
Dan zou je toch haast zeggen dat er in de software iets fout gaat.
Na veel testen en meten heb ik ook sterk die indruk gekregen. Alleen, ik weet niet waar in de broncode een of meerdere variaben staan die dit kunnen veroorzaken.
-=[ EDIT ]=-
Zoals gemeld, ik vermoed een probleem in de broncode van Marlin. Vandaar dat ik nu ook een oproep heb geplaatst op reprap.org. Leek me wel zo netjes om het hier te melden.
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Maar het is niet zomaar "een probleem in de broncode van Marlin". Er zijn letterlijk miljoenen 3D printers die deze code draaien en een Z-as hebben die op die manier aangestuurd wordt.
Als je WEL pulsjes ziet bij "UP" en geen bij "DOWN" maar dat het DIR signaal wel veranderd is het enige wat ik kan bedenken dat er opstellingen zijn waarbij puljes op signaal XX gegeven moeten worden worden voor "UP" terwijl de pulsjes voor "DOWN" op een ander pootje YY moeten. Kijk eens in je marlin config of je zoiets kan vinden bij de configuratie van de Z as?
oxurane
Van elk bezoek aan CO leer ik weer meer...
Op 6 maart 2021 08:37:27 schreef rew:
Er zijn letterlijk miljoenen 3D printers...
Je hebt inderdaad gelijk dat het door heel veel mensen wordt gebruikt en robuust zou moeten werken. Van de andere kant, ik heb het idee dat het gros gebruik maakt van stepsticks met daarop een A4988 of Trinamic-drivers. Een TB6600 zal volgens mij beduidend minder vaak ingezet worden.
Als je WEL pulsjes ziet bij "UP" en geen bij "DOWN"....
Bedankt voor deze opmerking voor wat betreft een dubbele pin-aansturing. Aan deze optie had ik nooit gedacht en misschien zit zoiets ingebakken voor een TB6600. Dat dit niet wordt toegepast voor de X en Y-as en juist wel voor een Z-as. Ik ga nog een keer door beide configuratie-bestanden speuren of iets dergelijks te ontdekken is.
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Op 6 maart 2021 16:44:40 schreef oxurane:
Een TB6600 zal volgens mij beduidend minder vaak ingezet worden.
Een TB6600 wordt gewoon identiek aangestuurd als de A4988 of DRV8825 stepsticks.
oxurane
Van elk bezoek aan CO leer ik weer meer...
Op 6 maart 2021 18:42:57 schreef rew:
[...]Een TB6600 wordt gewoon identiek aangestuurd als de A4988 of DRV8825 stepsticks.
Bijna identiek : de enable pin werkt precies andersom.
Ik heb als extra test het ook laten aansturen als een A4988 (waarbij ik de pinnen inverteer voor de Enable-pin). Lijkt ook gewoon te werken,... met uitzondering van de Z-as. Hetzelfde probleem blijft.
Uit voorzorg heb ik nu ook een stukje broncode in Bascom geschreven om de Z-as motor te kunnen testen. Even de enable pinnen testen (door aan de motor te draaien).
Vervolgens de motor een hele slag linksom en rechtsom laten draaien met de LED als begeleidende indicator. En het werkt prima want de motor voert alles netjes uit
Het is voor mij een extra bevestiging dat het in de Marlin-code zit.
[Bericht gewijzigd door oxurane op (14%)]
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Als hij DENKT dat ie op de minimale positie zit, dan weigert ie verder naar de "min" positie te gaan. Blijft je eindschakelaar soms hangen? Zit die op de juiste pin geconfigureerd?
oxurane
Van elk bezoek aan CO leer ik weer meer...
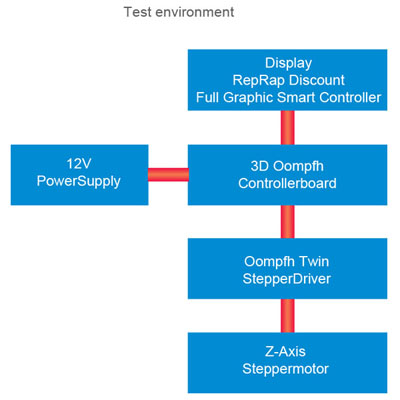
Rew, zo ver ben ik nog niet eens, dat er limit-sensoren op aangesloten zijn. Dit is puur de controller-board + displayboard en dan 1 stepperdriver + 1 motor erop aangesloten.
Vervolgens 12 V erop aansluiten en dan in het menu :
Voorbereiden -> As verplaatsen -> Verplaats Z -> Verplaats 1mm.
Daarna stel ik de nieuwe positie in op bijv. 14 mm : motor draait
Daarna stel ik de nieuwe positie in op bijv. 7 mm : niets
Stel ik de positie vervolgens weer op een hogere waarde in, bijv. 10 mm : motor draait.
Daarna weer naar een lagere waarde : motor draait niet.
Opm : Het display is aangesloten met een speciaal gemaakt "converter-kabeltje". Dat werkt prima.
-=[ Edit ]=-
Na zo vaak te hebben gestoeid, merk ik dat er een verschil is in het main-menu tijdens de start, en nadat ik de mislukte positiewisselingen heb uitgevoerd.
[Scherm tijdens opstarten]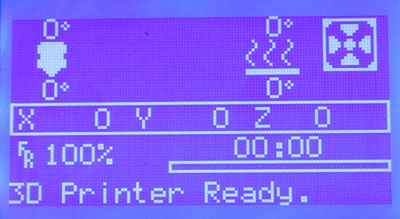
[Scherm na mislukt spelen met X-posities]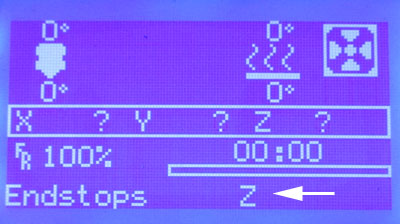
Zou dit een hint kunnen zijn ?
oxurane
Van elk bezoek aan CO leer ik weer meer...
De melding op het scherm was inderdaad een goede hint. Er is voor de start domweg een sensor nodig / vereist. Ik heb een drukknopje als "sensor" gebruikt. Bij start domweg indrukken, en zodra de motor begint te draaien (van home-position), meteen losgelaten. Vervolgens kon ik daarna vrij een nieuwe positie instellen en de motor liep vanaf dat moment ook weer terug richting home-position.
Dit probleem is opgelost (wellicht dat er nog andere boven komen drijven) Man, wat een opluchting, en rew en Lambiek : bedankt voor het meedenken
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Tijdje rustig hier....
Ik heb een Ender 3 S1 Plus. Die is nu met een "grote" klus bezig. Als in: Dit gaat mijn record zijn tussen: "nieuwe rol filament" en dat ie "op" is: D'r gaat meer dan een kg in deze print zitten... (aan het begin ook al was de vorige nog niet op maar een verse geladen).
Maar nu komt het. De printer moet natuurlijk op het eind ook die hele kg aan filament heen en weer sjorren voor de bewegingen. Is het aan te raden om de accelleraties wat omlaag te zetten naarmate ie vordert? Volgens mij stond ie standaard op 500, en heb ik hem tot nu toe zonder problemen op 1000 staan, maar wat zou voor 1kg extra gewicht een veilige waarde zijn?
(originele schatting: 65u printtijd. Ondetussen is "elapsed time + time to go" opgelopen naar 66h. Ik verwacht dat met de huidige snelheid hij donderdag rond 1800-2200 klaar gaat zijn. Daar mag best 10 uur bijkomen, dat maakt geen F*** uit.
P.S. De slicer zet M201 X1000 Y1000 in de gcode. Kan ik in octoprint gewoon tijdens de print in het terminal window M201 X500 Y500 tikken?
Arco
Special Member
Arco - "Simplicity is a prerequisite for reliability" - hard-, firm-, en software ontwikkeling: www.arcovox.com
Op 11 juli 2023 20:19:29 schreef rew:
De printer moet natuurlijk op het eind ook die hele kg aan filament heen en weer sjorren voor de bewegingen.
Da's een van de redenen dat ik voor de Ender 5s1 ben gegaan... (die hoeft niks heen en weer te sjorren, bed beweegt alleen langs de Z-as...)
Misschien heeft iemand hier ook een idee over :
Ik heb sinds kort (ook) een Creality Ender 3 S1 Plus met auto leveling.
Als ik nu het bed callibreer (met de "vel papier" methode) kom ik op een nozzle offset van zeg 2.2mm.
De eerste laag gaat prima, zet ik de offset kleiner plakt hij niet op het bed (raakt hem niet goed genoeg).
Gaat hij de 2e,en volgende lagen leggen dan lijkt de offset te groot, hij "graaft" in de vorige lagen.
Pas ik de offset op dat moment aan naar zeg 2.05mm maakt hij de print perfect af.
Dus ondanks de auto levelling moet ik handmatig na laag 1 de offset handmatig aanpassen.
Iemand tips ?
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Op 12 juli 2023 09:59:58 schreef Arco:
Da's een van de redenen dat ik voor de Ender 5s1 ben gegaan...
Vertelt ie me NU pas... 
@Bram: Ehhh. Da's raar. heb je niet een rare waarde voor "eerste laag hoogte" en of "eerste laag spoorbreedte" ? Ik heb 0.3 en 160%.
Even voor de goede orde: De bedoeling is dat je "een beetje grof" probeert om de boel recht te krijgen met de papiertje methode (of deze stap achterwege laat, maar ik sta er wel achter om het /wel/ te doen), en dan op het schermpje op "go autolevel" drukt... 5 minuten later zou ie gecalibreerd moeten zijn.
Maar als de eerste twee lagen te dicht op mekaar komen. dan lijkt het er op dat je verder van het bed moet beginnen. Misschien heb je die "160%" niet opgegeven zodat ie de eerste laag niet genoeg tegen het bed drukt?
[Bericht gewijzigd door rew op (65%)]
Paulinha_B
Honourable Member
"Ik spreek Spaans tegen God, Italiaans tegen de vrouwen, Frans tegen mannen en Duits tegen mijn paard." Dixit Carlos V, Römisch-deutscher Kaiser
Voor wat het waard is: toevallig vanochtend heb ik toevallig ook op een Creality 5 een job gelanceerd, met PLA waarvan ik toevallig nog een rol heb zitten in de printer (in de toekomst wil ik enkel nog PETG).
Omdat het hechten van de eerste laag nog wel eens problemen gaf, en beter ging naargelang ik de eerste laag dikker maakte, heb ik eens geprobeerd deze maximaal te zetten: 0,4 mm, zoveel als de spuitkop aankan want die is maar 0,4 mm. En ziedaar, dat werkte als een speer, werkstuk hechtte prima en was ook netjes los te maken, zelfs de "skirt" kon ik netjes in 1 stuk van het matje afplukken.
Daarbij opmerken dat ik me niet de luxe permitteer van een autoleveller, en dus enkel calibreer met een blad papier op de vier hoeken, op een of andere manier gaat het iets beter als ik de links-achter iets losser zet dan de andere, vraag me niet waarom.
@rew:
P.S. De slicer zet M201 X1000 Y1000 in de gcode. Kan ik in octoprint gewoon tijdens de print in het terminal window M201 X500 Y500 tikken?
Octoprint ken ik niet, maar het lijkt mij voor de hand te liggen om het betreffende commando manueel bij te editeren in het gcodebestand dat de slicer heeft afgeleverd, alvorens het aan te printer aan te leveren.
[Bericht gewijzigd door Paulinha_B op (18%)]
Op 12 juli 2023 13:53:35 schreef rew:
[...]Vertelt ie me NU pas...@Bram: Ehhh. Da's raar. heb je niet een rare waarde voor "eerste laag hoogte" en of "eerste laag spoorbreedte" ? Ik heb 0.3 en 160%.
Even voor de goede orde: De bedoeling is dat je "een beetje grof" probeert om de boel recht te krijgen met de papiertje methode (of deze stap achterwege laat, maar ik sta er wel achter om het /wel/ te doen), en dan op het schermpje op "go autolevel" drukt... 5 minuten later zou ie gecalibreerd moeten zijn.
Maar als de eerste twee lagen te dicht op mekaar komen. dan lijkt het er op dat je verder van het bed moet beginnen. Misschien heb je die "160%" niet opgegeven zodat ie de eerste laag niet genoeg tegen het bed drukt?
Ah, dat staat bij mij inderdaad wel heel anders.
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Op 12 juli 2023 15:05:45 schreef Paulinha_B:
@rew: [...]Octoprint ken ik niet, maar het lijkt mij voor de hand te liggen om het betreffende commando manueel bij te editeren in het gcodebestand dat de slicer heeft afgeleverd, alvorens het aan te printer aan te leveren.
Ik kan het gewoon ook in de GUI instellen hoor. Het enige is een beperktere accelleration kost me printtijd als het aan het begin in het gcode bestand staat. En ik heb het nu dus pas bedacht terwijl ie ondertussen dus al anderhalve dag (43 uur!) bezig is.... Dus "live" aanpassen is de enige mogelijkheid.
Ik heb hem (om te proberen zichtbare artefacten te voorkomen) de afgelopen vier uur in vijf stapjes van 1000 naar 500 gedraaid.
@bprosman: Tja, ik zou aanraden even "hoogste kwaliteit" de deur uit te doen, en iets lomper de 0.3 en 160% van mij overnemen. Daarna kan je langzaam testen wat de limieten zijn op jou printer (of beslissen: "Mwah, is wel goed zo: Ik zie het verschil niet").
Lucky Luke
Eluke.nl | handgetypt | I'm a poor, lonesome cowboy, with a long, long way to go.
Voor 'goed plakken' is het handig die 'initial line width' wat breder in te stellen. Ik gebruik slic3r en dat heeft 200% als default. Met een 0.4 mm nozzle gebruik ik een 0,3mm eerste laag (dikte) met 200% breedte (Dat is dan dus 0.8mm).
Dat geeft wel een wat breder randje onderaan de print. Dus je kunt proberen die 200% wat te verlagen tot je dat kwijt bent maar het nog wel goed plakt. Die 160% van rew klinkt best oké.
Op 11 juli 2023 20:19:29 schreef rew:
een "grote" klus
Pfoei! Voor mij is een 'grote printklus' een uur of 4 a 5. Ik print niet onbeheerd.
Ik heb verschoven lagen gehad bij een dergelijk grote printklus, wat ik inderdaad wijt aan het zwaarder worden van het printbed (Ik heb een mendel90, waarbij het bed in de Y richting beweegt).
Meestal print ik kleine frutsels. mechanische kunstof onderdelen. Ik zou het eigenlijk 's uit moeten zoeken. Gewoon iets zwaars op het bed klemmen/plakken/bevestigen en een kleine calibratiefrutsel printen... En dan de aceleraties tunen...
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Eigenlijk wil je dat je bij "home" op kan vragen: Hoeveel heb je moeten bewegen om de eindschakelaar te vinden? Dan zou je gewoon een GCODE programma kunnen maken wat echt checked hoe het gegaan is. Maar op zich kan je natuurlijk een holle kubus printen (gaat snel) en dan iedere 5mm een andere accelleratie in je gcode prutsen.
Het is een schaalmodel... 1:10 van het echte ding. Ik heb hem in 9 stukken moeten knippen om de stukken te kunnen 3D printen. Ik had eerst een plate gemaakt waar alle 9 tegelijk op stonden, maar heb uiteindelijk besloten om ze maar in kleinere batches te doen voor het geval eea mis gaat.
[Bericht gewijzigd door rew op (31%)]
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
De stroom is hier uitgevallen nadat ie 36 van de 44 uur geprint had.
Ik ben bereid om wat werk er in te steken dat ik hem kan recoveren.
De vorige keer kon ik hem gewoon in een hoekje naar Z=0 laten gaan, maar nu zouden er dingen in de weg zitten EN hij calibreert Z met de cr-touch (of hoe dat ding ook heet).
Volgens mij weet dat ding dat ie z'n Z-positie niet weet.
Als ik nu uitvogel dat ie op 235.4 mm is. Dan kan ik alles NA de initializatie t/m "G0 Z235.4" weghalen en de initializatie aanpassen dat ie de Z homeing overslaat. Maar ik wil hem dus vertellen: Je staat NU op 235.4.
Nu is er een Gcode commando "G92" om te zeggen: Zet as[xyze], geloof me, positie AABBCC . Dit wordt gebruikt om de extrusie op nul te zetten bij het begin van iedere laag. Weet iemand of dit ook het: "ik weet m'n positie niet" bitje reset? Ik heb maar 1 kans om deze job te herstarten, dus ik ben een beetje voorzichtig. Misschien is iemand z'n 3D printer "vrij" en kan het proberen?
G0 Z10
<printer uit>
<printer aan>
G0 Z5
<doet niets / geeft foutmelding>
G92 Z10
G0 Z5
edit: Jep dat werkt. Printer verteld waar ie was, print gcode gehacked om de onderste 235.9mm niet te proberen te printen en ook het Home gedoe te laten zitten. (maar wel opwarmen van bed en nozzle ... )
Na een klein stukkie zat ie er behoorlijk naast in Y, met dezelfde truuk in XY gefixed en weer aangezet. Nog een klein beetje en... toen zat ie er naast in de X. en heb ik hem er af gehaald.
Achteraf denk ik dat ik me bij het tellen van de lagen er eentje vergist heb en dat ik rond de 236.1 had moeten beginnen. Anyway... twee dagen later heb ik nu een geslaagde print.
Hallo allemaal,
Leuk dat hier nog behoorlijk op door gegaan is,
ik zelf kreeg thuis niet meer zo veel de tijd en de kans er voor.
Ik heb mijn printer nu op de zaak staan en daar soms word er voor de zaak wat geprint en soms voor Rob.
( maakt je werk wel wat leuker!  )
)
in de tussentijd ook nog een Ender van een collega gerepareerd en ook heeft een Neef een Ender gekocht.
Alle twee werken zeer goed!
Tot zo ver even wat schrijven van mij over 3D printers.
( Kheb ook een Mini CNC kwil nog een poging doen om PCB te frezen! )
Rob
rew
four NANDS do make a NOR . Kijk ook eens in onze shop: http://www.bitwizard.nl/shop/
Mijn 3D printer lijkt steeds langzamer te gaan printen. Mijn vorige is dat ook gaan doen, en op een gegeven moment was ik het zat en heb ik deze gekocht. Ik had eerst vanalles geprobeerd zoals "hotend vervangen" maar dat hielp allemaal niet.
Symtoom: Als ik in octoprint een "5mm extrude" aanvraag dan gaat dat goed. Maak ik daar "15mm" van, dan gaat ie stappen missen.
Ik heb de laatste tijd veel in wit PETG zitten printen, (als in de laatste twee wekenis de pritner meer dan 50% aan het printen geweest.) Dus ik dacht: misschien ligt het aan het filament en ik heb er nu "blauw" in zitten. Maar: Zelfde probleem: gemiste stappen als ie niet meer dan 2x langzamer gaat dan in het begin.
Weet iemand wat dit kan zijn?
Roches
Domoticz en ESP8266, goede combo!!!
Heb je bij het vervangen van de hotend ook de temperatuurvoeler vervangen?
Kan zijn dat die verlopen is? Probeer eens de temperatuur wat hoger te zetten..